





The trilobular self-tapping screw belongs to the family of self-forming screws and is characterised by its ability to produce a thread without the formation of chips or the removal of material.
This self-tapping screw is ideal for assembling so-called malleable materials, such as steels used in the annealed state, aluminium alloys, copper alloys and malleable cast irons.
The thread is formed when the fastener is assembled.
The traditional assembly method consists of drilling, tapping by machining, chip removal and screwing the fastener.
The special feature of the tri-lobed profile is that the thread is formed by deformation thanks to the external thread, eliminating the need for tapping and chip removal.
Installing a trilobal screw therefore requires just two operations: drilling and screwing in the fastener.
THE NET
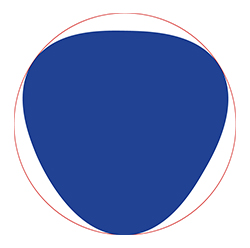
Figure 1: Three-lobed profile of the thread inscribed in the circle of the tapped hole
The three-lobed shape of the shank increases the stress at the top of the lobe during screwing (see figure 1). The thread then deforms the walls of the through hole and taps to the pitch of the fastener and to the profile of the continuous ISO thread.
It is then possible, after dismantling, to use a conventional screw of the same diameter with a thread tolerance of 6g and an equivalent pitch.
In addition, this threading process generates a large contact surface between the screw and the parts to be assembled, which provides resistance to unscrewing if the assembly is subjected to significant external vibrations.
Finally, the end of the shank is threaded so that the shank enters the through hole progressively.
MECHANICAL PROPERTIES
These trilobal screws are case-hardened.
The high surface hardness makes it possible to tap the thread.
However, this very hard surface layer cannot withstand the elastic deformation of the core of the shank.
These screws are therefore not suitable for dynamic tensile stresses in steel assemblies, unlike quality class 8.8, 10.9 and 12.9 screws.
With this surface finish, it is possible to assemble materials with a mechanical strength of less than 550-600 MPa. In the case of steel, the length of the set threads must be roughly equivalent to the diameter of the screw.
ASSEMBLY OPERATION (see Figure 2)
Screwing behaviour can help to optimise the assembly in terms of the choice of screw type, drilling diameter and tightening torque.
This behaviour can be broken down into 4 phases:
- OA (Introduction of the end of the screw): disassembly and reassembly are random, so it is complicated to find the same pitch.
- AB (Tapping of the smooth hole): this zone depends on the depth to be tapped and must remain constant. If the CT tapping torque is increased, this zone will become "leaky".
- BC (Coupling): present if the hole is through-hole
- CD (tightening zone): the average tightening torque Cmoy should be in this zone. If the tightening torque CR is exceeded, the screw will break or the thread will pull out.
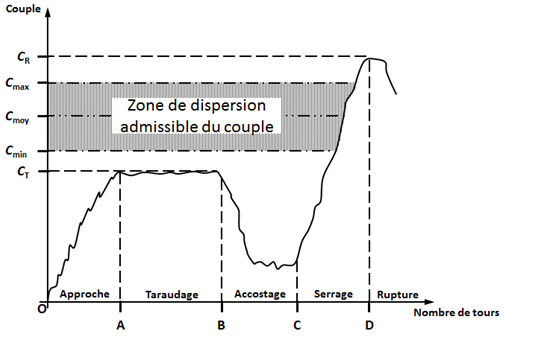
Figure 2: Torque evolution as a function of rpm
SELECTING THE TRAINING MODE
L’empreinte Torx® est particulièrement bien adaptée pour ce type de vis.
En effet les efforts sont relativement importants lors du vissage, du fait des forces de frottements élevées, et l’éjection de l’outil ainsi que la détérioration de l’empreinte sont à craindre.
Ainsi, on évitera de sélectionner une empreinte cruciforme ou pozidrive pour réaliser ce type de montage, tout particulièrement dans les matériaux où la résistance mécanique est élevée.
Liens annexes :
